


金剛石鋸片刀頭本身的質量是因素是影響刀具磨損的重要因素,,金剛石品級,、含量、粒度,、結合劑與金剛石的匹配及工具形狀等與工具本身有關的因素是影響刀具磨損的重要因素,。金剛石鋸片刀頭的磨損度會受到被切削材料、選用的進給率和切削速度,,以及工件的幾何形狀等因素的影響,。不同的工件材料,其斷裂韌性,、硬度等均相差較大,,所以工件材料的性質也影響金剛石刀具的磨損。石英含量越高,,金剛石磨損越劇烈,;正長石的含量若明顯高,則鋸切過程相對較難進行,;在相同的鋸切條件下,,粒度粗的花崗石較之粒度細的花崗石更難以發(fā)生解理斷裂。

四川PCD鋸片于金剛石切割片在使用過程中,,該如何去降低它的磨損程度呢?金剛石切割片廠家小編為您簡單的介紹一下,。具體的步驟:1、四川PCD鋸片為了降低磨削熱,,改善刀具散熱條件,,還可以在切割片上開槽。開槽數(shù)一般在4-16條之間,,相鄰槽距應不等分,。2、開90°V形槽的切割片適用于粗磨,,開矩形槽的切割片,,粗精磨均可用,。3、為了減少切割片與刀具的接觸面,,防止退火,,防止切割片干涉已磨表面,刃磨前應將切割片架轉1°-2°,使切割片磨削點在切割片的一邊,。刃磨螺旋槽或斜槽的刀具前面時,切割片架轉動的角度應比刀具的螺旋角或斜角小1°-2°,。必須采用碟形切割片的錐面,,刃磨直槽刀具的前刀面時提倡采用碟形切割片的錐面。

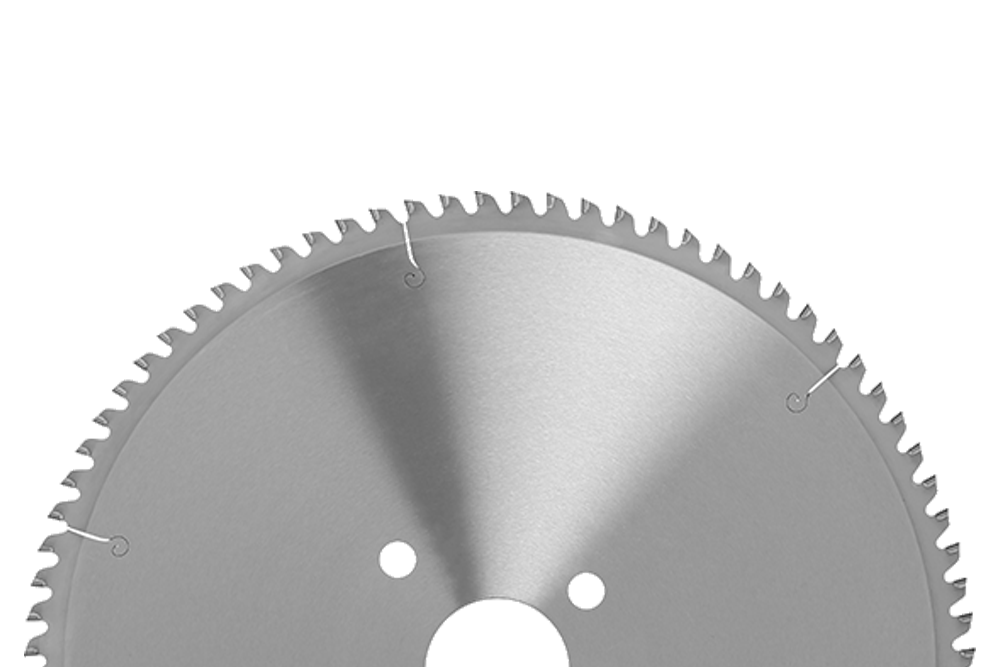
大型木工切削作業(yè),,尤其是刨花板,、密度板、抗倍特板等高致密性,、高硬度難加工的板料,,傳統(tǒng)的硬質合金鋸片切削性能難以滿足。PCD復合金剛石鋸片已經成為最硬材料的切削刀具,,成為木工干切削作業(yè)刀具的佼佼者,,其超硬性能以及經久耐磨是木工材料的克星,金剛石鋸片,,維氏硬度10000HV,,耐酸性強,刃口不易鈍化,,加工木材一次成型質量好,,耐磨度高,相比硬質合金更耐磨,,針對刨花板,、密度板、木地板,、貼面板等切削加工連續(xù)作業(yè)時間可達300~400個小時,,最高使用報廢時間可以達到4000小時/片,相比硬質合金刀片而言,,使用壽命更長,,而且加工效率和加工精度更是達到最優(yōu)質的需求。

1,、正常作業(yè)時,,嚴禁突然反轉改變運行方向,以防止復合片鉆頭脫落,。2,、在正常作業(yè)時,,空壓機主風路不能有漏氣現(xiàn)象,要保證足夠的風量與風壓,,以延長金剛石切割片鉆頭的使用時間,。3、新復合片鉆頭第一次使用時,、要低速磨合半個小時,,再逐步正常使用。4,、在地質惡劣的環(huán)境中運行,,要降低軸壓和轉速,防止鉆頭斷裂,。5,、在正常的鉆孔作業(yè)時,若中途須更換鉆頭,,要嚴格檢查孔內是否有雜物,,須保證孔內干凈方可使用新的復合片鉆頭。6,、為了能使鉆頭正常的穩(wěn)定的工作,,穩(wěn)桿器要定期更換。7,、新復合片鉆頭第一次使用時,,要注意打孔部位的清潔,防止有雜物影響正常的使用,。8,、更換新的鉆頭前,要仔細檢查絲扣和牙齒是否完好,,用手輕輕推動試下是否沒有問題,。
1、金剛石粒度的選擇: 當金剛石粒度粗且為單一粒度時,,鋸片刀頭鋒利,,鋸切效率高,但金剛石結塊的抗彎強度下降,。2,、金剛石分布濃度的選擇:在一定范圍內,當金剛石濃度由低到高變化時,,鋸片的鋒利性和鋸切效率逐漸下降,,而使用壽命則逐漸延長;但濃度過高,,鋸片會變鈍,。3,、金剛石強度的選擇: 金剛石的強度是保證切割性能的重要指標。4,、粘結相的選擇:鋸片的性能并不僅僅取決于金剛石,,而是取決于金剛石與粘結劑恰當配合構成的刀頭這種復合材料的整體性能。5,、燒結工藝的選擇:隨著溫度的升高,,胎體的致密化程度提高,抗彎強度也隨之提高,,而且隨著保溫時間的延長,。

在焊接式木工鏤銑刀的使用過程中,需要注意一些細節(jié),,才能更好的發(fā)揮刀具的優(yōu)勢、避免一些失誤損失,。以下羅列了6條焊接式刀具使用的注意事項:1.根據(jù)不同的加工材料選用合適的刀具,,常規(guī)情況下刀具均以順時針旋轉;2.必須選擇高精度夾套,,若有磨損或其它情況導致不能達到配置要求需立即進行更換,;3.刀具夾緊時要注意避免夾渣且裝夾深度要達到要求。如:1/2柄夾緊深度應達到24mm,,以保證其應有的承受能力,。一般夾柄的深度要達到刀具柄長的4/5長度以上;4.根據(jù)刀具的尺寸加工量選擇匹配的轉速及推料速度,,并保持勻速推進切勿在切削過程中停頓,;5.刀具鈍化后及時更換;6.操作加工時,,使用者注意安全防護,。
![]()


