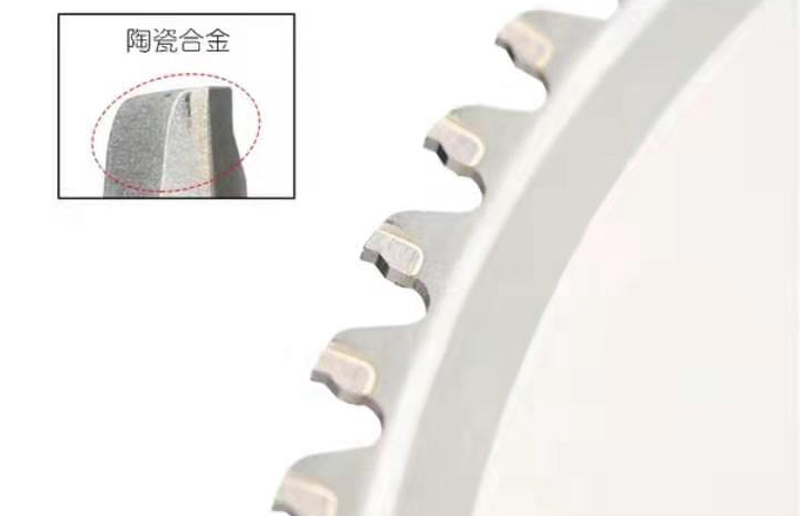
木工刀具的特點是要求在高速并且接受沖擊載荷的切削條件下,,長期堅持切削的尖利性能,。木工刀具廠家選擇木工刀具的材料,有必要具備必要的硬度和耐磨性,、滿足的強度和耐性,、固定的工藝性(如焊接、熱處理,、切削加工和磨削加工性能等),。
1表面熱處理
不同的金相組織有不同的耐磨性,經(jīng)過恰當?shù)谋砻鏌崽幚矸椒?,可以使金屬組織改動,,使刀具表面硬度前進,添加耐磨性,。常用的表面熱處理方法包含:①激光淬滅;②高頻淬火;③電觸摸淬火,。
2滲層技術
滲層技術是改動刀具表面的化學成分,前進刀具耐磨性和耐腐蝕性的一種化學熱處理方法.滲硼是將硼元素滲人到刀具的表層,,構成硬度高,、化學穩(wěn)定性好的維護層。
3鍍層技術
電鍍是一種傳統(tǒng)的材料維護方法,電鍍的適應性很強,,不受工件大小和批量的約束,,在鐵基、非鐵基,、粉末冶金件,、塑料和石墨等基體上都可電鍍。
4熱噴涂技術
熱噴涂技術是選用氣體,、液體燃料或電弧,、等離子弧等作為熱源,將金屬,、合金,、金屬陶瓷、氧化物,、碳化物等噴涂材料加熱到熔融或半熔融情況,,經(jīng)過高速氣流使其霧化,、噴射、堆積到經(jīng)過預處理的工件表面而構成附著牢固的表面層的方法,。
5涂層技術
在刀具基體上涂覆一薄層(5一12 um)耐磨性高的難熔金屬(或非金屬)化合物以前進刀具耐用度,、耐蝕性和抗高溫氧化性。
6等離子體增強化學氣相堆積PCVD技術:
在相對的壓力,、溫度的真空爐內,,通人恰當份額的H2, N2、Ar2, TiCI"作業(yè)氣體,,在高電壓作用下,,發(fā)生淡薄氣體輝光放電,構成等離子體物理場,。其間,,高動能電子將啟動鍍層冷物質原子構成Ti+、N2+活性離子或自由基,,在500℃左右溫度下,,在基材料表面構成硬質TiN涂層。

![]()