


如果發(fā)現(xiàn)金剛石磨輪生銹了,這時(shí)候千萬別拿去照常使用,,這會很容易造成金剛石磨輪的損壞,,特別容易造成崩齒等現(xiàn)象,,我們必須要進(jìn)行去銹等操作,方可使用,。1,、先查看生銹的部位,如果是基體部位,,這是很好處理的,,就使用我們普通常用的去銹方法即可。2,、如果生銹的部位在磨輪齒位置,,那就有些麻煩,這種情況下,,必須作用金剛石砂輪進(jìn)行處理,,因?yàn)槟ポ嘄X是磨輪齒中最為敏感的地方,,一旦處理不當(dāng),就會嚴(yán)重影響到磨輪齒的使用,,有很大的可能導(dǎo)致磨輪齒報(bào)廢,。最好的處理金剛石磨輪的方式,其實(shí)就是平時(shí)的保養(yǎng),,一些細(xì)節(jié)的處理,,只有防范于未然才是最為有效的處理問題方法。

內(nèi)蒙古聚晶金剛石復(fù)合片金剛石厚膜焊接刀具的制作過程一般包括:大面積的金剛石膜的制備,;將金剛石膜切成刀具需要的形狀尺寸,;金剛石厚膜與刀具基體材料的焊接;金剛石厚膜刀具切削刃的研磨與拋光,。(1)金剛石厚膜的制備與切割,。常用的制備金剛石厚膜的工藝方法是直流等離子體射流CVD法。將金剛石沉積到WC-Co合金(表面進(jìn)行鏡面加工)上,,在基體的冷卻過程中,,內(nèi)蒙古聚晶金剛石復(fù)合片金剛石膜自動脫落。此方法沉積速度快(最高可達(dá)930μm/h),,晶格之間結(jié)合比較緊密,,但是生長表面比較粗糙。金剛石膜硬度高,、耐磨,、不導(dǎo)電決定了它的切割方法是激光切割(切割可在空氣、氧氣和氬氣的環(huán)境中進(jìn)行),。
薄膜涂層刀具是在剛性及高溫特性好的集體材料上通過化學(xué)氣相沉積法(CVD)沉積金剛石薄膜制成的刀具,。由于Si3N4系陶瓷、WC-Co系硬質(zhì)合金以及金屬W的熱膨脹系與金剛石接近,,制膜時(shí)產(chǎn)生的熱應(yīng)力小,,因此可作為刀體的基體材料。WC-Co系硬質(zhì)合金中,,粘結(jié)相Co的存在易使金剛石薄膜與基體之間形成石墨而降低附著強(qiáng)度,,在沉積前需進(jìn)行預(yù)處理以消除Co的影響(一般通過酸腐蝕去Co)?;瘜W(xué)氣相沉積法是采用一定的方法把含有C源的氣體激活,,在極低的氣體壓強(qiáng)下,使碳原子在一定區(qū)域沉積下來,,碳原子在凝聚,、沉積過程中形成金剛石相。

金剛石鋸片的工作效率與金剛石的包鑲強(qiáng)度,、刀頭所選用的金剛石粒度和濃度有關(guān),。金剛石鋸片所選用的金剛石濃度越高,,金剛石鋸片工作面上金剛石的平均密度就越大,金剛石鋸片的耐磨度就越高,,使用使用壽命也就越長,。金剛石鋸片工作層內(nèi)金剛石的縱向密度越大,說明金剛石鋸片工作層內(nèi)金剛石層數(shù)越多,,胎體內(nèi)金剛石層數(shù)越多,,金剛石鋸片的使用壽命越長。而金剛石鋸片表面工作層的金剛石縱向密度與鋸片所選的金剛石粒度和濃度有關(guān)系,。金剛石濃度越高,,金剛石鋸片工作層內(nèi)金剛石縱向密度就越大,金剛石鋸片內(nèi)的金剛石層數(shù)就越多,;金剛石鋸片所選金剛石顆粒的粒度越細(xì),,則金剛石鋸片內(nèi)的金剛石層數(shù)也就越多,金剛石鋸片耐磨度就越高,。

被行業(yè)專家,、企業(yè)家重視看好的金剛石圓鋸片,是石材加工中用量最大,、生產(chǎn)研制單位生產(chǎn)研制最多的品種,部分產(chǎn)品達(dá)到國際先進(jìn)水平,。但鋸片的剛性,、韌性和機(jī)械強(qiáng)度,鋸片的精度,、尺寸公差,、使用壽命等方面還存在不少差距。其中組合鋸片由于變形,、跑偏等問題,,很多使用一半就報(bào)廢。小鋸片要求鋒利度好,、切割的板材不崩邊,,而許多鋸片恰恰達(dá)不到用戶要求。要生產(chǎn)高質(zhì)量的石材產(chǎn)品,,就必須使用高質(zhì)量鋸片,。從技術(shù)角度看,我們有這個(gè)能力,。國內(nèi)某公司生產(chǎn)的組合鋸片基體,,不僅能滿足國內(nèi)用戶需求。而且20%出口,。價(jià)格雖比一般鋸片基體略高,,卻仍供不應(yīng)求,,說明高質(zhì)量的鋸片是有市場的。

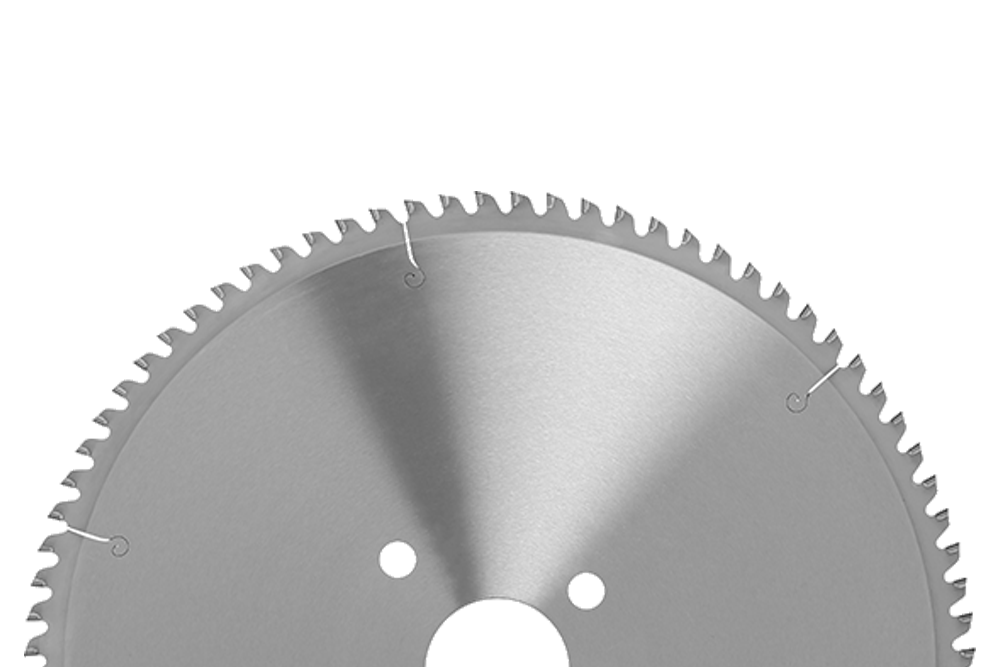
大型木工切削作業(yè),,尤其是刨花板,、密度板、抗倍特板等高致密性,、高硬度難加工的板料,,傳統(tǒng)的硬質(zhì)合金鋸片切削性能難以滿足。PCD復(fù)合金剛石鋸片已經(jīng)成為最硬材料的切削刀具,,成為木工干切削作業(yè)刀具的佼佼者,,其超硬性能以及經(jīng)久耐磨是木工材料的克星,金剛石鋸片,,維氏硬度10000HV,,耐酸性強(qiáng),刃口不易鈍化,,加工木材一次成型質(zhì)量好,,耐磨度高,相比硬質(zhì)合金更耐磨,,針對刨花板,、密度板、木地板,、貼面板等切削加工連續(xù)作業(yè)時(shí)間可達(dá)300~400個(gè)小時(shí),,最高使用報(bào)廢時(shí)間可以達(dá)到4000小時(shí)/片,相比硬質(zhì)合金刀片而言,,使用壽命更長,,而且加工效率和加工精度更是達(dá)到最優(yōu)質(zhì)的需求。
![]()


