


大型木工切削作業(yè),,尤其是刨花板,、密度板、抗倍特板等高致密性,、高硬度難加工的板料,,傳統(tǒng)的硬質(zhì)合金鋸片切削性能難以滿足。PCD復(fù)合金剛石鋸片已經(jīng)成為最硬材料的切削刀具,,成為木工干切削作業(yè)刀具的佼佼者,,其超硬性能以及經(jīng)久耐磨是木工材料的克星,金剛石鋸片,,維氏硬度10000HV,,耐酸性強(qiáng),刃口不易鈍化,,加工木材一次成型質(zhì)量好,,耐磨度高,相比硬質(zhì)合金更耐磨,,針對(duì)刨花板,、密度板、木地板,、貼面板等切削加工連續(xù)作業(yè)時(shí)間可達(dá)300~400個(gè)小時(shí),,最高使用報(bào)廢時(shí)間可以達(dá)到4000小時(shí)/片,相比硬質(zhì)合金刀片而言,,使用壽命更長(zhǎng),,而且加工效率和加工精度更是達(dá)到最優(yōu)質(zhì)的需求。

金剛石圓鋸片在切割石材的過(guò)程中,,會(huì)受到離心力,、鋸切力、鋸切熱等交變載荷的作用,。由于力效應(yīng)和溫度效應(yīng)而引起金剛石圓鋸片的磨破損,。力效應(yīng):在鋸切過(guò)程中,鋸片要受到軸向力和切向力的作用,。由于在圓周方向和徑向存在力的作用,,使得鋸片在軸向呈波浪狀,,在徑向呈碟狀。溫度效應(yīng):傳統(tǒng)理論認(rèn)為:溫度對(duì)鋸片過(guò)程的影響主要表現(xiàn)在兩個(gè)方面:一是導(dǎo)致結(jié)塊中的金剛石石墨化,;二是造成金剛石與胎體的熱應(yīng)力而導(dǎo)致金剛石顆粒過(guò)早脫落,。新研究表明:切割過(guò)程中產(chǎn)生的熱量主要傳入結(jié)塊。
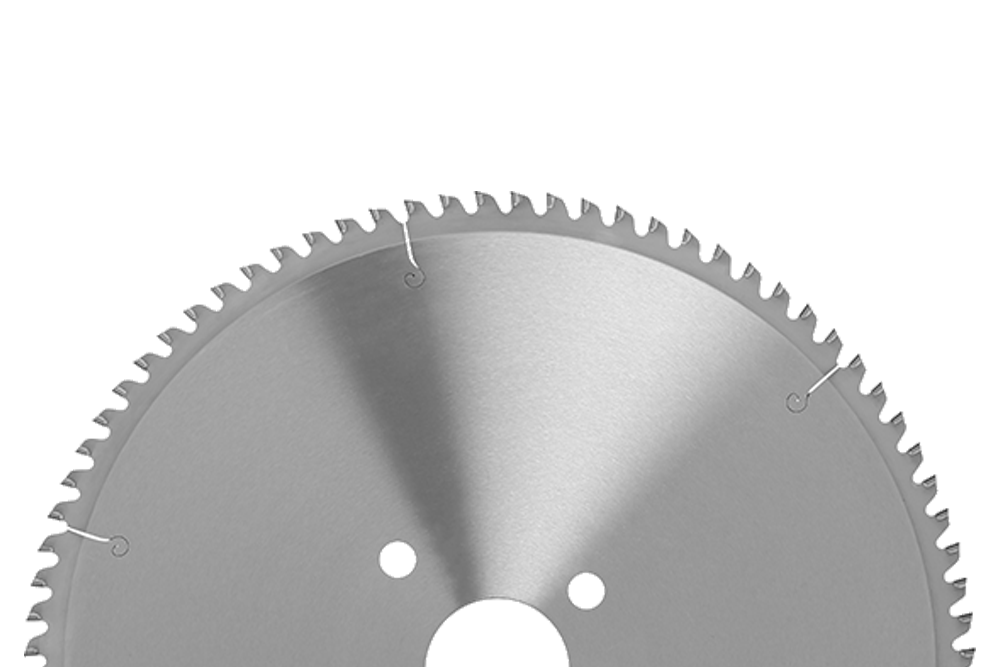
被行業(yè)專家,、企業(yè)家重視看好的金剛石圓鋸片,,是石材加工中用量最大、生產(chǎn)研制單位生產(chǎn)研制最多的品種,,部分產(chǎn)品達(dá)到國(guó)際先進(jìn)水平,。但鋸片的剛性、韌性和機(jī)械強(qiáng)度,,鋸片的精度,、尺寸公差、使用壽命等方面還存在不少差距,。其中組合鋸片由于變形,、跑偏等問題,很多使用一半就報(bào)廢,。小鋸片要求鋒利度好,、切割的板材不崩邊,而許多鋸片恰恰達(dá)不到用戶要求,。要生產(chǎn)高質(zhì)量的石材產(chǎn)品,,就必須使用高質(zhì)量鋸片。從技術(shù)角度看,,我們有這個(gè)能力。國(guó)內(nèi)某公司生產(chǎn)的組合鋸片基體,,不僅能滿足國(guó)內(nèi)用戶需求,。而且20%出口。價(jià)格雖比一般鋸片基體略高,,卻仍供不應(yīng)求,,說(shuō)明高質(zhì)量的鋸片是有市場(chǎng)的。

廣東鋸片放電加工機(jī)金剛石厚膜焊接刀具的制作過(guò)程一般包括:大面積的金剛石膜的制備,;將金剛石膜切成刀具需要的形狀尺寸,;金剛石厚膜與刀具基體材料的焊接;金剛石厚膜刀具切削刃的研磨與拋光,。(1)金剛石厚膜的制備與切割,。常用的制備金剛石厚膜的工藝方法是直流等離子體射流CVD法。將金剛石沉積到WC-Co合金(表面進(jìn)行鏡面加工)上,,在基體的冷卻過(guò)程中,,廣東鋸片放電加工機(jī)金剛石膜自動(dòng)脫落,。此方法沉積速度快(最高可達(dá)930μm/h),晶格之間結(jié)合比較緊密,,但是生長(zhǎng)表面比較粗糙,。金剛石膜硬度高、耐磨,、不導(dǎo)電決定了它的切割方法是激光切割(切割可在空氣,、氧氣和氬氣的環(huán)境中進(jìn)行)。
![]()


